舟山市宏拓機械有限公司
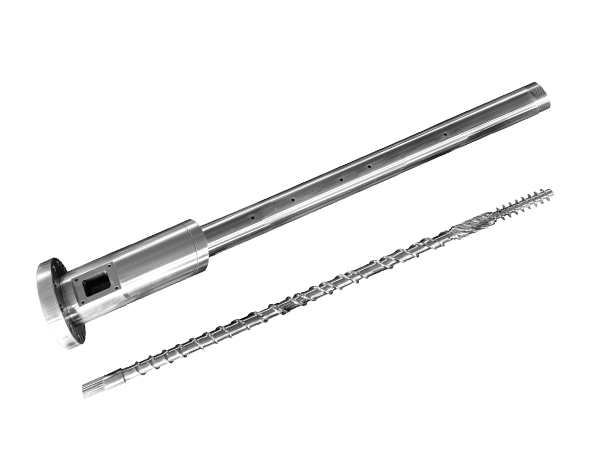
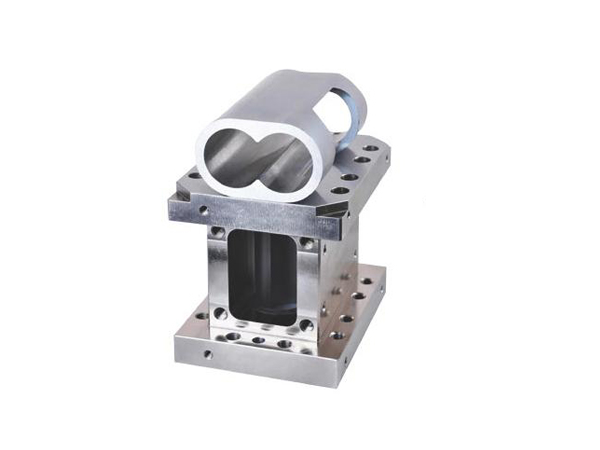
注塑機螺桿、機筒及附件
螺桿系列

注塑機螺桿、機筒規(guī)格
1. 鎖模力:100KN~35000KN
2. 注塑量:30~30000g
3. 螺桿直徑:φ12~φ250
4. 螺桿結(jié)構(gòu)及壓縮比可根據(jù)不同的原料進行設計
原材料及硬化處理要求
材料:
38CrMoAIA,【1.8509】 42CrMo, 41CrAIIMo7, 不銹鋼31,316L , 316Ti ,9Crl8Mo ,9Crl8MoV, 哈氏合金C276, C4 , M2 ,SKD61 [H13] SKD11[D2] ,K110, Inconel625;
熱處理方式:滲氮處理,表面硬度HV≥2900 [HRC≥68] ,氮化深度,0.6-0.8mm
表面鍍層處理,深度0.02-0.15mm;
高頻淬火處理,整體硬化。硬度HRC55-65
合金機筒螺桿系列:鐵基合金,HT2TJ HRC58-60、鎳基合金,HT6NJ HRC53-56,碳化鎢鐵基合金,HT3W HRC58-60,碳化鎢鎳基合金 HT5JW HRC55-58、超硬合金 HT9TT(HRC62-65)


加工流程
氮化螺桿加工流程:下料→熱處理(調(diào)質(zhì))→粗加工→熱處理{定型)→精加工→粗磨→檢測→熱處理(氮化處理)→精磨→檢測→驗收
合金螺桿加工流程:下料→熱處理(調(diào)質(zhì))→粗加工→熱處理{定型)→精加工→螺桿螺棱噴涂合金→精磨→檢測→熱處理(氮化處理)→精磨→檢測→驗收
氮化機筒加工流程:下料→機筒內(nèi)孔粗加工→熱處理(調(diào)質(zhì))→精加工→粗磨→檢測→熱處理(氮化處理)一精磨→驗收
合金機筒加工流程:下料→機筒內(nèi)孔粗加工→機筒內(nèi)孔合金澆鑄→精加工→粗磨→檢測→驗收

注塑機螺桿、機筒規(guī)格
1. 鎖模力:100KN-35000KN
2. 注塑量:30~30000g
3. 螺桿直徑:Φ12-Φ250
4. 螺桿結(jié)構(gòu)及壓縮比可根據(jù)不同的原料進行設計。
做精品塑機 鑄誠信品質(zhì)
24小時服務熱線
0580-8055339
手機:13750718202
傳真:+86-580-8233030
E-mail:info@ht-alloy.com
總部地址:浙江省舟山市定海區(qū)金塘鎮(zhèn)穆岙村木漁新村2號
網(wǎng)址:www.m.stardustfuel.com

手機快速訪問